增材制造(Additive Manufacturing,AM)技术是采用材料逐渐累加的方法制造实体零件的技术,相对于传统的材料去除-切削加工技术,是一种“自下而上”的制造方法。近二十年来,AM技术取得了快速的发展,“快速原型制造(Rapid Prototyping)”、“三维打印(3D Printing )”、“实体自由制造(Solid Free-form Fabrication) ”之类各异的叫法分别从不同侧面表达了这一技术的特点.
增材制造技术是指基于离散-堆积原理,由零件三维数据驱动直接制造零件的科学技术体系。基于不同的分类原则和理解方式,增材制造技术还有快速原型、快速成形、快速制造、3D打印等多种称谓,其内涵仍在不断深化,外延也不断扩展,这里所说的“增材制造”与“快速成形”、“快速制造”意义相同。
工业化的LSF-V大型激光立体成形装备所谓数字化增材制造技术就是一种三维实体快速自由成形制造新技术,它综合了计算机的图形处理、数字化信息和控制、激光技术、机电技术和材料技术等多项高技术的优势,学者们对其有多种描述。西北工业大学凝固技术国家重点实验室的黄卫东教授称这种新技术为“数字化增材制造”,中国机械工程学会宋天虎秘书长称其为“增量化制造”,其实它就是不久前引起社会广泛关注的“三维打印”技术的一种。西方媒体把这种实体自由成形制造技术誉为将带来“第三次工业革命”的新技术。
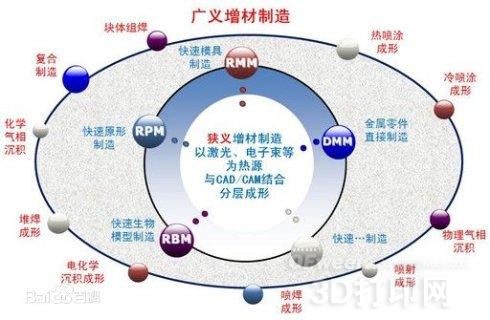
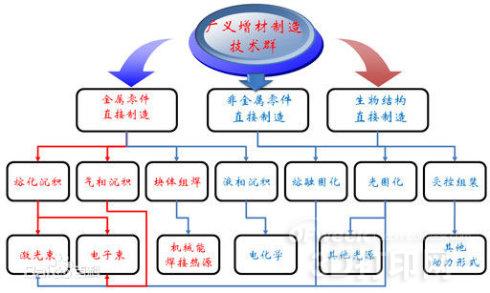
关桥院士提出了“广义”和“狭义”增材制造的概念(如图所示),“狭义”的增材制造是指不同的能量源与CAD/CAM技术结合、分层累加材料的技术体系;而“广义”增材制造则以材料累加为基本特征,以直接制造零件为目标的大范畴技术群。如果按照加工材料的类型和方式分类,又可以分为金属成形、非金属成形、生物材料成形等(如图所示)。
一是材料单元的控制技术。即如何控制材料单元在堆积过程中的物理与化学变化是一个难点,例如金属直接成型中,激光熔化的微小熔池的尺寸和外界气氛控制直接影响制造精度和制件性能。
二是设备的再涂层技术。增材制造的自动化涂层是材料累加的必要工序,再涂层的工艺方法直接决定了零件在累加方向的精度和质量。分层厚度向0.01mm发展,控制更小的层厚及其稳定性是提高制件精度和降低表面粗糙度的关键。
三是高效制造技术。增材制造在向大尺寸构件制造技术发展,例如金属激光直接制造飞机上的钛合金框睴结构件,框睴结构件长度可达6m,制作时间过长,如何实现多激光束同步制造,提高制造效率,保证同步增材组织之间的一致性和制造结合区域质量是发展的难点。
此外,为提高效率,增材制造与传统切削制造结合,发展材料累加制造与材料去除制造复合制造技术方法也是发展的方向和关键技术。
AM技术不需要传统的刀具和夹具以及多道加工工序,在一台设备上可快速精密地制造出任意复杂形状的零件,从而实现了零件“自由制造”,解决了许多复杂结构零件的成形,并大大减少了加工工序,缩短了加工周期。而且产品结构越复杂,其制造速度的作用就越显着。
国内发展现状
大型整体钛合金关键结构件成形制造技术被国内外公认为是对飞机工业装备研制与生产具有重要影响的核心关键制造技术之一。西北工大凝固技术国家重点实验室已经建立了系列激光熔覆成形与修复装备,可满足大型机械装备的大型零件及难拆卸零件的原位修复和再制造。应用该技术实现了C919 飞机大型钛合金零件激光立体成形制造。民用飞机越来越多地采用了大型整体金属结构,飞机零件主要是整体毛坯件和整体薄壁结构件,传统成形方法非常困难。商飞决定采用先进的激光立体成形技术来解决C919飞机大型复杂薄壁钛合金结构件的制造。西北工大采用激光成形技术制造了最大尺寸达2.83m的机翼缘条零件,最大变形量<1mm,实现了大型钛合金复杂薄壁结构件的精密成形技术,相比现有技术可大大加快制造效率和精度,显着降低生产成本。
北航在金属直接制造方面开展了长期的研究工作,突破了钛合金、超高强度钢等难加工大型整体关键构件激光成形工艺、成套装备和应用关键技术,解决了大型整体金属构件激光成形过程零件变形与开裂“瓶颈难题”和内部缺陷和内部质量控制及其无损检验关键技术,飞机构件综合力学性能达到或超过钛合金模锻件,已研制生产出了我国飞机装备中迄今尺寸最大、结构最复杂的钛合金及超高强度钢等高性能关键整体构件,并在大型客机C919等多型重点型号飞机研制生产中得到应用。
西安交大以研究光固化快速成型(SL)技术为主,于1997年研制并销售了国内第一台光固化快速成型机;并分别于2000年、2007年成立了教育部快速成形制造工程研究中心和快速制造国家工程研究中心,建立了一套支撑产品快速开发的快速制造系统,研制、生产和销售多种型号的激光快速成型设备、快速模具设备及三维反求设备,产品远销印度、俄罗斯、肯尼亚等国,成为具有国际竞争力的快速成型设备制造单位。
西安交大在新技术研发方面主要开展了LED紫外快速成型机技术、陶瓷零件光固化制造技术,铸型制造技术、生物组织制造技术、金属熔覆制造技术和复合材料制造技术的研究。在陶瓷零件制造的研究中,研制了一种基于硅溶胶的水基陶瓷浆料光固化快速成型工艺,实现了光子晶体、一体化铸型等复杂陶瓷零件的快速制造。
西安交大与中国空气动力研究与发展中心及成都飞机设计研究所合作开展了风洞模型制造技术的研究,围绕测压模型、测力模型、颤振模型和气弹模型等方面进行了研究工作。设计了树脂—金属复合模型的结构方案,采用有限元方法计算校核树脂—金属复合模型的强度、刚度以及固有频率。通过低速风洞试验,研究了复合模型的气动特性,并与金属模型试验数据相对比。强度校核试验显示,模型的整体性能良好,满足低速风洞的试验要求,研制的复合模型在低速风洞试验下具有良好的前景。
复合材料构件是航空制造技术未来的发展方向,西安交大研究了大型复合材料构件低能电子束原位固化纤维铺放制造设备与技术,将低能电子束固化技术与纤维自动铺放技术相结合,研究开发了一种无需热压罐的大型复合材料构件高效率绿色制造方法,可使制造过程能耗降低70%,节省原材料15%,并提高了复合材料成型制造过程的可控性、可重复性,为我国复合材料构件绿色制造提供了新的自动化制造方法与工艺。
AM已成为先进制造技术的一个重要的发展方向,其发展趋势有三:(1)复杂零件的精密铸造技术应用;(2)金属零件直接制造方向发展,制造大尺寸航空零部件;(3)向组织与结构一体化制造发展。未来需要解决的关键技术包括精度控制技术、大尺寸构件高效制造技术、复合材料零件制造技术。AM技术的发展将有力地提高航空制造的创新能力,支撑我国由制造大国向制造强国发展。
我国在电子、电气增材制造技术上取得了重要进展。称为立体电路技术(SEA,SLS+LDS)。电子电器领域增材技术是建立了现有增材技术之上的一种绿色环保型电路成型技术,有别于传统二维平面型印制线路板。传统的印制电路板是电子产业的粮食,一般采用传统的不环保的减法制造工艺,即金属导电线路是蚀刻铜箔后形成的,新一代增材制造技术采用加法工艺:用激光先在产品表面镭射后,再在药水中浸泡沉积上去。这类技术与激光分层制造的增材制造相结合的一种途径是:在SLS(激光选择性烧结)粉体中加入特殊组份,先3D打印(增材制造成型)再用微航3D立体电路激光机沿表面镭射电路图案,再化学镀成金属线路。